
Главная › Форумы › Москвич 412 — ремонт и техническое обслуживание › Головка блока (ГБЦ) — Москвич 412
В этой теме 0 ответов, 1 участник, последнее обновление AZLK 12 года/лет, 4 мес. назад.
- АвторСообщения
- 23.02.2014 в 10:48 #1850
Содержание
1. СНЯТИЕ головки блока цилиндров (ГБЦ)
2. Замена НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
Дать объявление о покупке (ПРОДАЖЕ) автомобиля на ФОРУМЕ
Дать объявление о покупке (ПРОДАЖЕ) б/у ЗАПЧАСТЕЙ на ФОРУМЕ
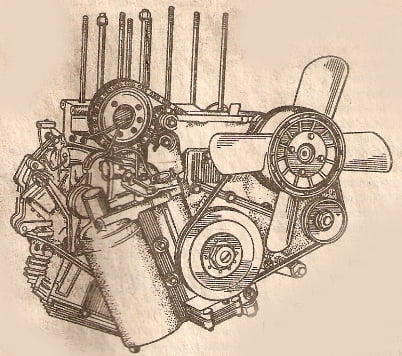
1. СНЯТИЕ головки блока цилиндров (ГБЦ)
Для снятия головки цилиндров, проделайте следующие операции:
- 1. отверните семь гаек шпилек крепления крышки головки цилиндров и снимите крышку и провода, высокого напряжения от распределителя зажигания к свечам;
- 2. проверните коленчатый вал по часовой стрелке до положения, при котором поршень первого цилиндра находится в положении верхней мертвой точки (в.м.т.) такта сжатия. Метка в.м.т. на шкиве коленвала совмещена с острием установочного штифта на нижней крышке звездочек привода газораспределения.

- Примечание. Первая метка (по направлению вращения коленвала) используется при установке момента зажигания, а вторая метка соответствует ВМТ.
- 3. отверните семь болтов крепления верхней клапанной крышки и снимите крышку.
- 4. раскерните и отверните четыре болта крепления ведомой звездочки привода газораспределения и снимите звездочку с вала, не разъединяя ее от цепи. Во избежание соскакивания цепи с зубьев звездочки ее вместе с цепью свяжите проволокой.

- ВНИМАНИЕ!
- При разъединенном цепном приводе, но не снятой еще с блока цилиндров головке, не повертывайте коленчатый или распределительный вал в лю6ом направлении, даже на самый незначительный угол. Невыполнение повлечет к повреждению головки клапанов об поршни.
- 5. отверните 10 гаек крепления головки блока и снимите ее.
- ВНИМАНИЕ!
- При снятой головке не проворачивайте коленвал, так как из-за трения колец о зеркало гильзы цилиндров могут подняться, и под упорный нижний торец гильзы попадет накипь или продукты коррозии блока цилиндров, что приведет к нарушению уплотнения гильз.
- 6. снимите прокладку головки.
- После проверки и замены поврежденных и изношенных деталей установку и крепления головки цилиндров на блоке производите в обратной последовательности. При этом:
- 7. тщательно осмотрите уплотнительную прокладку головки цилиндров и резинопробковую прокладку клапанной крышки. Поврежденные или сильно обжатые прокладки замените;
- 8. для равномерного обжатия по всей поверхности прокладки и предупреждения деформаций блока гайки шпилек головки затягивайте в определенной последовательности. Окончательную затяжку гаек головки цилиндров производите динамометрическим ключом, а момент затяжки должен быть 90-100 Нм (9,0-10,0 кгс•м).
- Однако, прежде чем установить на верхнюю торцевую плоскость блока цилиндров с уложенной на нее уплотнительной прокладкой головку блока, собранную заранее с клапанным механизмом и с распределительным валом, предварительно установите взаимное угловое положение коленчатого и распределительного валов. Для этого, убедившись в том, что сохранилась предварительная установка поршня первого цилиндра в в.м..т. В конце такта сжатия, вращайте распределительный вал до тех пор, пока риска на фланце распределительного вала (см. рис.)
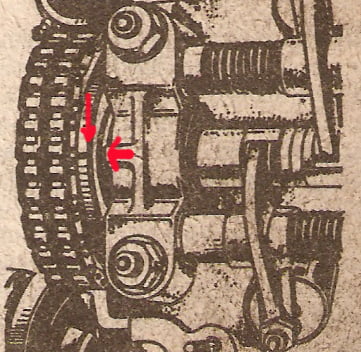
- не установится против середины прилива на передней опоре распределительного вала. После этого головку блока цилиндров установите на блок цилиндров и закрепите ее.
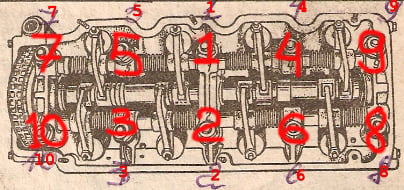
2. Замена НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
Последовательность ремонта ГБЦ (головки блока цилиндров) автомобиля Москвич 412
Направляющую втулку клапана меняют в следующей последовательности:
1. Выпрессуйте изношенную направляющую втулку клапана из ГБЦ
2. Установите головку цилиндров на сверлильный станок, имеющий наклонный стол, и выставляют ее так, чтобы шпиндель станка был расположен по оси отверстия направляющей втулки в головке
3. Разверните отверстие в головке цилиндров, из которого выпрессована втулка, под размер 15,247-15,220 мм;
4. Запрессуйте в развернутое отверстие ремонтную втулку — дет. 412-10070300-БР, имеющую увеличенный на 0,25 мм наружный диаметр (15,284-15,272 мм.). Перед запрессовкой направляющие втулки, изготовляемые из металлокерамики, должны быть предварительно пропитаны в масле для двигателя в течение не менее 1,5 ч.
5. Отверстие в запрессованной втулке разверните под размер 8,026-8,008 мм.
6. Проверьте прямолинейность оправкой 7,995 мм, которая должна свободно проходить на всю длину втулки.
После обработки отверстий в направляющих втулках обязательно должны быть прошлифованы рабочие фаски на седлах клапанов для обеспечения их концентричности осям отверстий в направляющих втулках.
Также читайте статьи:
- АвторСообщения
Для ответа в этой теме необходимо авторизоваться.
